 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網


西門子6ES7231-7PD22-0XA8
EM231 4入*熱電偶,模擬量
EM231 4入*熱電偶,模擬量
產品分類品牌分類
-
西門子 DP接線端子 伺服24V直流電源 西門子高頻整流電抗器 西門子驅動電源模塊 西門子再生反饋模塊 西門子功率內冷模塊 伺服控制模塊 西門子810D數控伺服操作面板 西門子840C/CE數控驅動模塊 西門子數控伺服主機 西門子NCU數控伺服主板 810DE數控伺服系統 西門子840D數控伺服驅動模塊 西門子 CF卡 西門子數控系統802D bl 西門子數控系統 840Di 西門子 數控系統828D 數控系統SINUMERIK802Dslv 西門子 808D 數控系統 西門子機床控制面板 西門子電機 西門子數控系統SINUMERIK 802D 西門子數控系統SINUMERIK 802S base line 西門子數控系統SINUMERIK 828D 西門子數控系統/840D伺服代理商 西門子數控系統/840D伺服系統 西門子數控系統SINUMERIK840D sl 西門子伺服數控
產品簡介
詳細介紹
S7-200 SMART CPU PPI協議只支持與HMI連接,因此S7-200 SMART CPU間通信需要使用以太網通信(Get/Put指令),移植時需要在S7-200 SMART中重新運行Get/Put向導或者指令編程。
NETR/NETW指令向導移植
S7-200 NETR/NETW指令向導移植至S7-200 SMART Get/Put向導,移植時需要在S7-200 SMART中重新運行Get/Put向導編程,如圖1所示:

圖1. NETR/NETW指令向導移植
1、NETR由Get代替,NETW由Put代替;
2、NETR/NETW大16字節數據,Get/Put大200字節數據,可以將NETR/NETW的多項網絡讀操作合并在一個Get/Put操作中處理;
3、遠程CPU地址改為遠程CPU IP地址;
4、本地CPU的通信區域和起始地址,直接對映;
5、遠程CPU的通信區域和起始地址,直接對映。
S7-200 NETR/NETW指令向導生成的NET_EXE子程序由S7-200 SMART Get/Put向導生成的NET_EXE子程序替換,如圖2所示:

圖2. NET_EXE子程序移植
NETR/NETW指令移植
S7-200 NETR/NETW指令移植至S7-200 SMART GET/PUT指令,移植時需要在S7-200 SMART中重新編程,如圖3所示:

圖3. NETR/NETW指令移植
1、遠程CPU地址改為遠程CPU IP地址;
2、遠程CPU的通信區域和起始地址,直接對映;
3、NETR/NETW大16字節數據,Get/Put大222/212字節數據,可以將NETR/NETW的多項網絡讀操作合并在一個GET/Put操作中處理;
4、本地CPU的通信區域和起始地址,直接對映;
5、NETR由GET代替,NETW由PUT代替;
串口通信移植
串口通信主要包括自由口通信、MODBUS通信、USS通信。S7-200 串口通信移植至S7-200 SMART 時,PORT1端口需要使用CM01信號板替代。
自由口通信移植
S7-200 自由口通信移植至S7-200 SMART 時,使用STEP 7-Micro/WIN SMART 直接打開S7-200 自由口通信程序即可,也可以將S7-200 自由口通信程序復制至S7-200 SMART 項目程序中。
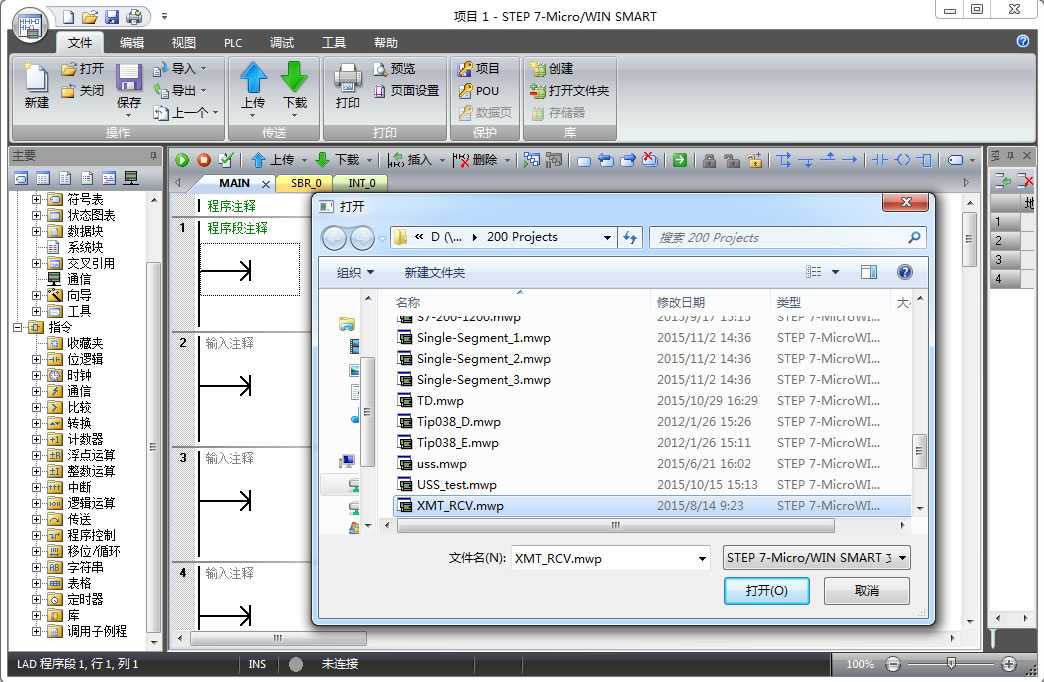
圖1. 使用STEP 7-Micro/WIN SMART 直接打開 S7-200 自由口通信程序
MODBUS通信移植
S7-200 MODBUS通信移植至S7-200 SMART 時,使用STEP 7-Micro/WIN SMART 直接打開S7-200 MODBUS 通信程序即可,也可以在S7-200 SMART 中使用MODBUS庫重新編寫程序。
1、S7-200 SMART V2.1 及以前版本軟件有一個modbus主站庫程序和一個modbus從站庫程序,PORT0端口和PORT1端口不能同時做modbus主站,也不能同時做modbus從站;如果兩個端口同時做modbus主站,建議使用STEP 7-Micro/WIN SMART 直接打開S7-200 MODBUS通信程序。
2、S7-200 SMART V2.2 版本軟件有兩個modbus主站庫程序和一個modbus從站庫程序,如圖2所示。兩個modbus主站庫程序和一個modbus從站庫程序都可以選擇通信端口0或者1,如圖3所示。
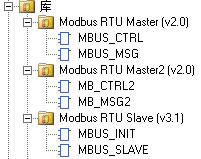
圖2. V2.2版本軟件的modbus主站和從站庫程序
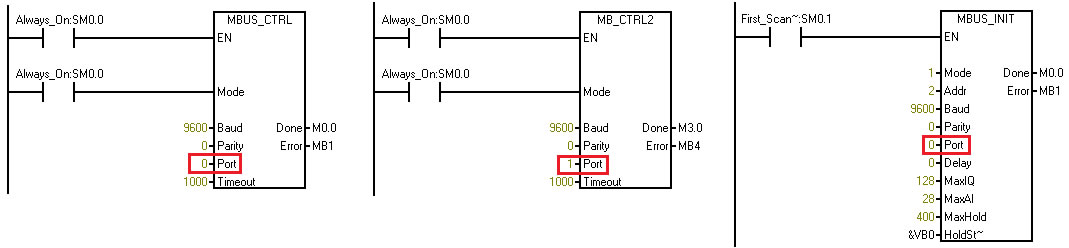
圖3. V2.2 版本軟件的modbus主站和從站庫程序端口選擇
USS通信移植
S7-200 USS通信移植至S7-200 SMART 時,使用STEP 7-Micro/WIN SMART 直接打開S7-200 USS通信程序即可,也可以在S7-200 SMART中使用USS庫重新編寫程序。
S7-200 SMART軟件只有一個USS庫程序,PORT0端口和PORT1端口不能同時用作USS通信,如果兩個端口同時USS通信,建議使用STEP 7-Micro/WIN SMART 直接打開S7-200 USS通信程序。
常問問題

1. S7-200 SMART 使用S7-200的Modbus slave庫無法初始化成功?
如下圖所示,使用STEP 7-Micro/WIN SMART 直接打開S7-200 MODBUS 通信程序并做相關設置后測試,
首先,圖中的MBUS_INIT的相關參數針對200smart來說,設置均正常,但是從測試結果可以看出,初始化MBUS_INIT報錯1:存儲器范圍出錯,而且MBUS_SLAVE報錯10:從站功能未啟用
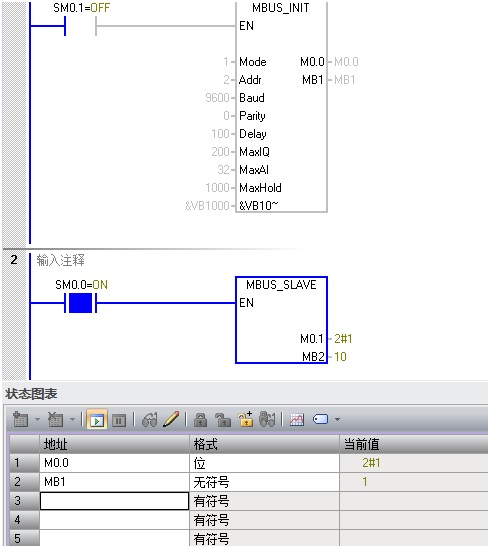
圖4. MODBUS Slave報錯
這是因為200的庫程序里針對過程映像區MaxIQ(0-128),AaxAI(0-32)做的報警判斷,如下圖Modbus Slave程序所示,S7-200的過程映像區大0-31,所以超過31會報錯,【但S7-200smart的AI過程映像區大255】
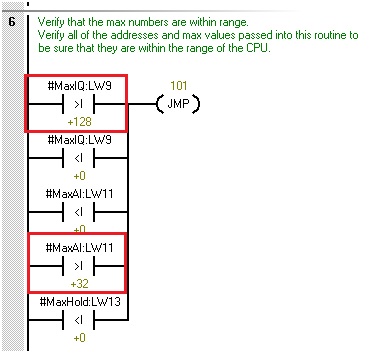
圖4. MODBUS Slave報警判斷
所以當S7-200 SMART需要設計AI大于31的地址時,考慮還是使用STEP 7-Micro/WIN SMART自己的庫。
DP/MPI通信移植
DP/MPI通信移植時,S7-200 SMART需要使用DP01模塊,S7-200 SMART不需要編程,但是需要在系統塊中組態DP01模塊。
西門子6ES7231-7PD22-0XA8
EM231 4入*熱電偶,模擬量
EM231 4入*熱電偶,模擬量
針對目前工業生產線自動化程度不斷提高的現狀,我購機電自動化商城主要介紹了中達電通六軸數控系統和臺達交流伺服在工業機械手臂上的技術應用,突出了中達電通數控系統自有的豐富功能,并配合臺達伺服系統優異性能,能夠為客戶提供有價值的整合方案。
隨著工業生產線自動化程度的提高,并日趨向柔性化發展。工業機械手臂被越來越多的應用在涂漆、包裝、焊接、裝配等生產環節,來代替人工完成惡劣環境下的勞動。本案是我購機電自動化商城為客戶提供的解決方案,利用中達電通六軸數控系統的六軸聯動和教導模式下自動生成NC程序等系統功能,配合臺達ASDA系列交流伺服強健控制和內置的位置指令寄存器功能,來實現對六軸機械手臂的控制系統和自動生產線的技術改造。
一、技術要求和難點分析
客戶采購該六軸機械手臂,用于變壓器生產流水線的點膠、浸漆和烘干工序。原型機為日本制造,因控制系統損壞無法修復,故提出改造要求,并且需要控制系統和伺服滿足如下條件:
1.伺服運動軸
在機械上,六軸機械手臂結構上設計為6自由度空間坐標系。其中X、A、B、C軸采用伺服電機驅動1:10的齒輪箱間接傳動,做近似360度圓周運動,Y和Z軸采用伺服電機驅動螺距10mm的滾珠絲杠,再連接力臂做近似120度圓周運動。這六個伺服軸要求能夠聯動。
客戶要求在原有六軸機械手臂的基礎上,再增加一個伺服軸D通過絲杠用來拖動機械手臂前后運動,使其能自由移動到生產線的任何地方,但不要求聯動控制。
客戶還要求控制系統能夠控制七個軸,并且至少六軸聯動,伺服軸運動速度可調。
此外,對于伺服控制系統,因為機械手臂在機械設計上采用6自由度空間坐標系,而區別于普通的直角坐標機械手臂機械。因而在運動過程中,機械負載的慣量會因為機械力臂的不同而發生較大范圍的變化,這就要求伺服系統具有優異穩定性、響應性和對負載變化自適應能力。
2.精度要求
機械回零精度:+/-1度。
重復定位精度:+/-1度。
定位精度:2mm。
要求控制系統和伺服系統能夠具有檢測反饋,來保證機械運動精度。
3.NC加工程序處理
因為采用6自由度空間坐標系,無法采用手動編程和軟件編程。因而需要控制系統具有示教功能或者學習功能,能夠根據采集的數據自動生成NC加工程序,并能對自動生成的NC程序進行編輯和存儲。
4.輔助功能
在輔助功能上,要求控制系統能夠通過NC指令來控制多個氣動電磁閥動作來實現機械機能,并能根據需要添加檢測開關。
5.安全保護
在安全保護方面,除要求控制器可靠的穩定性外,還要求控制系統具有必要的安全保護功能。
二、方案設計的可行性分析
通過對機械設計和控制技術要求分析,確定采用一臺中達電通六軸數控系統做上位控制器+7套臺達交流伺服做下位控制器的6AXIS+1 AXIS的控制架構,具體分析如下:
1.中達電通(臺達)六軸數控系統的主要特點:
(1)6個獨立伺服軸接口,能夠控制1~6軸聯動,能夠滿足伺服軸運動控制要求。
(2)電壓命令型 (V-Command) 伺服接口,小解析精度0.001mm,可配合光柵尺或旋轉編碼器實現閉環、半閉環控制,能夠滿足精度要求。
(3)大響應速度500KPPS編碼器反饋,能夠滿足快速定位的需求。
(4)具有教導模式,能夠記錄下當前的機械坐標點,并能根據采集的數據自動生成NC加工程序,操作者可以方便的對生成的程序進行編輯和閱讀。
(5)控制器內存有240K存儲空間,可儲存1000個NC加工程序,配合標準的CNC鍵盤可輕松對加工程序進行編輯。
(6)通過六軸數控簡易I/0控制指令和內置PLC開發,能夠靈活的通過NC程序實現輔助機能。
(7)內置可編程PLC,標準配置為24INPUT/ 16OUTPUT,大可擴展到96INPUT/64OUTPUT,完*夠滿足電氣互鎖、行程保護、緊急停止等安全電路的設計要求。
西門子6ES7231-7PD22-0XA8
EM231 4入*熱電偶,模擬量
EM231 4入*熱電偶,模擬量
SCALANCE XB-000 系列非網管型工業以太網交換機為在機器或工廠部分中設置具有交換功能的小型星形或線形拓撲結構提供了一個成本的解決方案。
外殼專為在導軌上的控制柜中節約空間的安裝而設計。
SCALANCE XB-000 工業以太網交換機針對導軌上的安裝進行了。并且可以安裝在墻壁上。
SCALANCE XB-000 交換機配有:
提供有以下端口類型:
從前面建立所有連接。
網絡拓撲結構和網絡組態
SCALANCE XB-000 交換機通常與在控制柜或控制箱中連接的站一起安裝。
組態網絡時,需要遵循下列邊界條件:
電氣星形拓撲結構,帶有 SCALANCE XB005 或 SCALANCE XB0005G
電氣總線形拓撲結構,帶有 SCALANCE XB005 和 XB008,或 SCALANCE XB0005G 和 XB008G
混合型拓撲結構,帶有 SCALANCE XB004-1 或 SCALANCE XB004-1G電氣星形拓撲結構,帶有 SCALANCE XB005G 和千兆以太網環連接
診斷