 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網


產品分類品牌分類
-
煤礦污水處理設備 紅薯污水處理我設備 紙廠污水處理設備 玉米深加工 屠宰污水 絮凝沉淀一體化設備 檸檬酸污水 酒廠污水處理 中藥制藥廠污水處理 養豬場設備 酒廠污水處理設備 斜板沉淀池 沉淀池 鏈條刮泥機 GZP型鋼制平流式沉淀池 造紙廠污水處理 淀粉污水處理設備 鋼制沉淀池 生活污水處理設備 養殖污水處理設備 釀酒污水厭氧處理設備 食品深加工污水處理設備 餐飲污水智能處理設備 洗滌污水處理設備 厭氧污水處理設備 高校生活污水處理設備 小區生活污水 農村生活污水 飲料污水 屠宰成套污水處理設備 療養院智能污水處理設備 醫院智能污水處理設備 碳酸飲料智能污水處理設備 葡萄酒智能污水處理設備 智能WSZ-AO裝置 WSZ-AO裝置 溶氣氣浮機 MBR膜一體化 WSZ-AAO一體化 EGSB厭氧反應器 UASB厭氧反應器 一體化污水處理設備 壓濾機 重力式無閥過濾器 IC厭氧反應器 地埋一體化污水處理設備
產品簡介
詳細介紹
啤酒廢水主要來自兩個方面,一是大量的冷卻水,二是大量的洗滌水、沖洗水。主要包括:麥芽生產過程的洗麥水、浸麥水、發芽降溫噴霧水、麥槽水、洗滌水、凝固物洗滌水;糖化過程的糖化、過濾洗滌水;發酵過程的發酵洗滌水、過濾洗滌水;罐裝過程洗瓶、滅菌、破瓶啤酒及冷卻水和成品車間洗滌水。由此可見,啤酒廢水的特點是水量大,無毒有害,屬高濃度有機廢水。
內循環(IC)厭氧反應器是在上流式厭氧污泥床(Up-flow Anaerobic Sludge Blanket,UASB)反應器基礎上發展起來的高效反應器。其依靠沼氣在升流管和回流管間產生的密度差在反應器內部形成流體循環。內循環提高了反應區的液相上升流速,加強了廢水中有機物和顆粒污泥間的傳質,使得處理同類廢水時,該反應器的有機負荷達到UASB反應器的2~4倍。IC厭氧反應器具有高徑比大、上流速度快、有機負荷高、傳質效果好等優點,其去除有機物能力遠超過UASB等二代厭氧反應器[3],代表著當今廢水處理領域厭氧生物反應器的
IC厭氧反應器由兩個UASB反應器上下疊加串聯而成,其高度可達16~25m,高徑比一般為4~8,主要由5個部分組成:布水區、*反應室、第二反應室、內循環系統和出水區,其中內循環系統是IC工藝的核心結構。IC厭氧反應器的結構示意圖如下。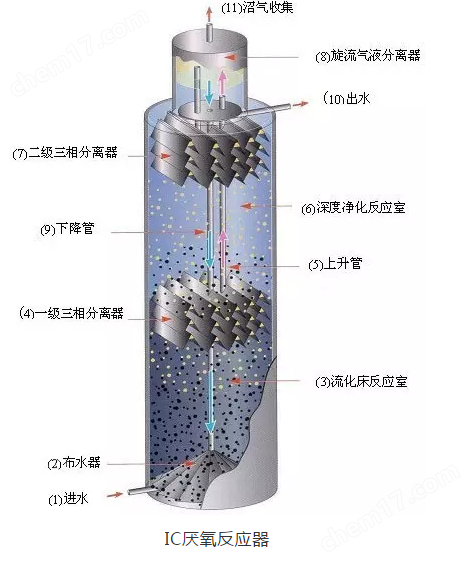
廢水首*入反應器底部的混合區,并與來自回流管的內循環泥水混合液充分混合后進入*反應室進行污染物的生化降解,此處的COD容積負荷很高,大部分進水COD在此處被降解,并產生大量沼氣。沼氣由下層三相分離器收集,并沿著回流管上升。沼氣上升的同時把*反應室的混合液提升至IC厭氧反應器頂部的氣液分離器,沼氣在此處與泥水分離并被導出反應器。泥水混合物則沿著回流管返回反應器底部,并與進水充分混合進入*反應室,形成內循環。經過*反應室處理過的污水,會自動進入第二反應室繼續處理。產生的沼氣由第二反應室的集氣罩收集,通過提升管進入氣液分離器。第二反應室中的混合液在沉淀區進行固液分離,處理過的上清液由出水管排出,沉淀的污泥可自動返回到第二反應室。
1.2 IC厭氧反應器的工藝特點
IC厭氧反應器*的內循環系統,加強了廢水中有機物和顆粒污泥間的傳質,從而大幅提高了反應器的COD容積負荷,IC厭氧反應器的有機負荷是普通UASB反應器的3倍左右,同時反應器在保證去除效果的條件下,能達到較低的水力停留時間。IC厭氧反應器實際上是一種特殊的氣提式反應器,其提升動力源自反應器中的自產沼氣,這樣反應器不必通過外力實現強制循環,節省了能耗。反應器中內循環系統的形成使得反應器內*反應室的實際水量遠大于進口水量,內循環水稀釋了進水,提高了反應器的抗沖擊能力和酸堿調節能力。在處理相同的廢水時,IC厭氧反應器的容積負荷是普通UASB的4倍左右,因此其所需的體積僅為UASB的1/4~1/3,利于節省基建投資,而且IC厭氧反應器具有很大的高徑比,占地面積非常小。RL-IC厭氧反應器對湖南啤酒廠的污水處理RL-IC厭氧反應器對湖南啤酒廠的污水處理
2 IC厭氧反應器的啟動
由于目前國內已建立了許多生產性UASB裝置,所以可以采用UASB反應器的顆粒污泥作為IC厭氧反應器啟動時的接種污泥。當采用UASB反應器的接種污泥作為IC厭氧反應器的接種污泥時,則從UASB反應器的顆粒污泥演變為IC厭氧反應器的顆粒污泥,一般需要1~2個月的啟動過程。丁麗麗等[4]采用UASB中的顆粒污泥接種IC厭氧反應器處理人工合成廢水,反應器初次啟動在40天內完成。王克浩等采用自行設計的一套IC厭氧反應器裝置,接種啤酒廠生產廢水消化污泥,采用人工配水對其進行啟動運行,歷時60天時間完成了反應器的啟動。IC厭氧反應器的啟動時間雖然比UASB要短,但要達到反應器內部的無動力內循環仍然需要較長的時間。現今,如何快速地啟動反應器成為了學者們研究的熱點。
3.1 處理酒精廢水
酒精是重要的化工原料,廣泛應用于化學工業、食品工業、日用化工、醫藥衛生等領域。隨著石油、煤炭等自然資源逐年減少,且*,可替代能源的發展受到越來越多的關注。酒精燃料是一種可再生的清潔能源,已成為*替代能源之一。由此在生產酒精過程中產生的廢水也越來越多,傳統的厭氧工藝處理這類高濃度廢水效果不理想。中糧生化(北海)能源有限公司采用荷蘭帕克IC反應器處理木薯酒精廢液,每天處理廢水3000m3,進水COD在3萬~3.5萬mg/L,COD去除率達到90%。河南天冠燃料乙醇有限公司是一家燃料乙醇生產企業,引進了IC厭氧反應器,經過一段時間的調試,使容積負荷達到了12kgCOD/m3·d,COD的去除率達到了93%。
3.2 處理生物制藥廢水
隨著生物制藥行業的不斷發展和壯大,生物制藥工業給環境帶來的壓力越來越突出,目前生物制藥工業是國家環境保護規劃重點治理的12個行業之一。生物制藥生產過程中產生大量廢水,且成分復雜,有機污染物種類多、濃度高、色度深,處理難度大,尤其是有的制藥廢水還含有生物毒性物質,增加了生物制藥廢水的處理難度。皖北某公司將IC反應器用于抗生素廢水的處理中,取得了良好的效果,IC反應器對COD的平均去除率達到了78%,出水COD在2000mg/L以下,能滿足后續好氧和氣浮處理負荷的要求,從而確保了整個廢水處理系統出水的達標排放。
3.3 處理造紙廢水
隨著社會的進步與發展,人們對紙張的需求日益增大,使得*造紙工業得到迅猛發展。但隨著紙張的產量和消費的增加,造紙工業用水量和廢水排放量也隨之增加。造紙工業廢水排放量大,污染嚴重。造紙生產過程中,采用不同的原料或加工工藝生產的紙漿,其污染物發生量懸殊,各種制漿廢水中會有多種對生物有害物質。在世界范圍內,造紙工業水污染治理已經成為造紙行業乃至整個社會關注的熱點,也是造紙工業生存發展的關鍵。河南新密一家以廢舊紙板為原料生產瓦楞紙的造紙企業利用改進型IC厭氧反應器在常溫下處理造紙廢水,經過2個月的調試,反應器達到設計負荷12kgCOD/m3·d。進水COD在10,000mg/L左右,出水COD穩定在1400mg/L左右。
3.4 處理啤酒廢水
啤酒廢水的高濃度部分來自糖化和發酵車間,其高濃度部分COD濃度為2000~4000mg/L。其低濃度部分的廢水量大,COD濃度僅為300~800mg/L。啤酒廢水的BOD/COD值在0.7左右,且不含明顯抑制厭氧微生物生長的物質,具有可生化性強等特點。
已建成的IC厭氧反應器大部分用于處理啤酒廢水。目前我國已有多家啤酒廠應用了此工藝。IC厭氧反應器和UASB反應器處理啤酒廢水的對比情況見下表所示。由表可見,IC厭氧反應器處理啤酒廢水的COD容積負荷可達15~30kg/m3·d,水力停留時間為2~4.2h,去除率在75%以上,而處理啤酒廢水的UASB反應器的COD容積負荷一般僅為4~7kg/m3·d。