
您好, 歡迎來(lái)到化工儀器網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來(lái)到化工儀器網(wǎng)! 登錄| 免費(fèi)注冊(cè)| 產(chǎn)品展廳| 收藏商鋪|

18351817879
當(dāng)前位置:> 供求商機(jī)> LSF25-100-減少干涉ZIMMER導(dǎo)軌氣缸LSF系列LSF25-50

貨物所在地:江蘇南京市
所在地: 德國(guó)
更新時(shí)間:2025-04-18 08:12:51
瀏覽次數(shù):84
在線詢(xún)價(jià)收藏商機(jī)( 聯(lián)系我們,請(qǐng)說(shuō)明是在 化工儀器網(wǎng) 上看到的信息,謝謝!)
系列特徵

(多)1 千萬(wàn)次循環(huán)免維護(hù)

Powerstop 終端位置減振裝置

IP40

磁場(chǎng)傳感器

接近傳感器
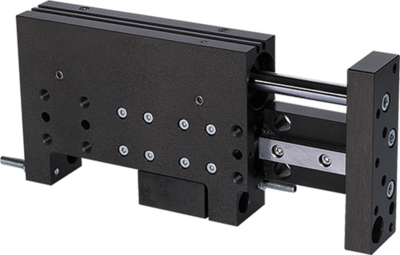
減少干涉ZIMMER導(dǎo)軌氣缸LSF系列LSF25-50
減少干涉ZIMMER導(dǎo)軌氣缸LSF系列LSF25-50
安裝尺寸: LSF25
訂單號(hào) 行程 壓力 大收縮力
LSF25-50 50 [mm] 265 [N] 220 [N]
LSF25-100 100 [mm] 265 [N] 220 [N]
BENDER A-ISOMETER
NORELEM-0272 03325-08*30 32-230-8-30
KUBLER-0921 KP-47171/1 230V 0.5A
COREMO-0035 Z50130
BUHLER EGK10 SN.A652774/002 NO.4580999
SSB DAPE-0350.06222.00.0.3kw
WOERNER-1170 SBD-8-5-1-V
NORELEM-0685 NLM 02010-08 PIED LISSE 16/8
MOOG 760A185A伺服閥
PARKER-6574 電磁閥 PRDM2PP02LVG15
BUHLER NS10/25-AM-SK166/1600-4*MKS1/W -BV
SOMMER-0110 壓力彈簧 CFED24010壓力彈簧
PHOENIX 2961202
HBM-0122 稱(chēng)重傳感器 RTN100TC3
HERKULES-0655 IN5129
BALLUFF-1880 BLF12M-PA-1PD-S4-C
PAULY 檢測(cè)儀PP2441q/220/R28E/e2
BENDER artikel-nr.B980731
PHOENIX 1687875
REXROTH-0572 4WE10E-3X/CG24N9K4+00057292 電磁閥
INTERNORMEN-0538 DU.631.6VG30.S1.P-FS.9-AE.TO.2
EUCHNER-0819 NZ0RS-511
WIKA PM01.01/111.11
BENDER CT-M70 B911777
TWK-0145 IW153/5-S-B
HEGENSCHEIDT-0050 1035533
NORGREN-3043 UQM/22354/123/16
SEW-0295 電機(jī) W20DR63L4 250W
HEIDENHAIN 533631-03
GEFRAN-0069 交流變頻控制器 AVY4220-KBX
GSR-0362 L019 5020-VW
AC-MOTOREN FCPA 71B-4 11090903
JUMO-0126 電器件 703041/181-000-25/000,061
BUHLER ATR NR:4200059
EMG CCD30000/50/FJ 272999
BALLUFF-0550 BTL5-S103-M1750-P-S32
FRABA-0001 編碼器 OCD-S200G-1416-S100-CAW
DEMAG KBA90B8/2 43994465 減速機(jī)
CONATEX-0014 T001097/553650 溫度傳感器
BARKSDALE XT-K-100-G1
STROMAG-0365 STROMAG GEF 11000R Order:334248/10 Flywheel flexb
SSB GBREO22K54E07K 24VDC
BAUER BG60-11/D16MA4-TX-FB-C1
KOBOLD VKG-1103-00-R15 0.4-2LPM 帶配
磨工工藝主要是指磨削加工的工藝,主要是利用砂輪在磨床上針對(duì)工件進(jìn)行相應(yīng)的切削,達(dá)到促使工件精度、表面細(xì)節(jié)、形狀等全面達(dá)到設(shè)計(jì)中相應(yīng)要求的加工技術(shù),提高機(jī)械制作的效率。本文主要針對(duì)在不斷發(fā)展及創(chuàng)新的機(jī)械制作過(guò)程中實(shí)施的各項(xiàng)工藝操作的特點(diǎn)進(jìn)行了分析,通過(guò)分析在機(jī)械發(fā)展過(guò)程中涉及到的各類(lèi)磨工工藝類(lèi)型及應(yīng)用,提出了相應(yīng)的應(yīng)用途徑及應(yīng)用技術(shù),旨為提高機(jī)械制造水平的有效途徑奠定基礎(chǔ)。
關(guān)鍵詞:磨工工藝;機(jī)械制造;應(yīng)用
磨削主要是指用磨料及磨具將工件上多余的材料切除的加工方式,磨削加工屬于機(jī)械制作過(guò)程中較為常見(jiàn)及應(yīng)用廣泛的加工方式之一,磨削加工在機(jī)械制作行業(yè)中具有較為廣泛的運(yùn)用范圍,經(jīng)熱處理淬火的碳素工具鋼及滲碳淬火鋼零件,在磨削時(shí)與磨削方向基本垂直的表面經(jīng)常出現(xiàn)較多規(guī)則排列的裂紋,影響了零件的準(zhǔn)度、質(zhì)量及外觀。因此在機(jī)械制造過(guò)程中實(shí)施有效的磨工工藝顯得尤為重要。
1機(jī)械制作過(guò)程中應(yīng)用磨工工藝的特點(diǎn)分析
磨工工藝在機(jī)械制造應(yīng)用及加工過(guò)程中具有一定的特點(diǎn),主要表現(xiàn)為以下幾點(diǎn):1)磨工工藝的磨削速度較快,一般可達(dá)到一分鐘50m左右的速度,且磨削溫度屬于高溫狀態(tài),可達(dá)到1000℃~1500℃,磨削過(guò)程用時(shí)較短;通過(guò)磨削加工處理不僅能獲得較高的加工精度,且表面粗糙度值較小,磨削不但可以用來(lái)加工軟材料(鑄鐵、有色金屬、未淬火鋼等),還能用來(lái)加工淬火鋼及其它刀具無(wú)法加工的硬質(zhì)材料(硬質(zhì)合金、瓷件等);磨削時(shí)的切削深度較小,每一次切除的金屬層均較薄。磨削一般分為平面磨削、無(wú)心磨削、外圓磨削及內(nèi)圓磨削等類(lèi)型,另外還存在著對(duì)螺紋、凸輪、齒輪等零件進(jìn)行磨削加工的磨床。
2磨工工藝在機(jī)械制造過(guò)程中的應(yīng)用分析
2.1圓錐面磨削在機(jī)械制造中的應(yīng)用
在磨削工藝中的圓錐面磨削具有較多的使用優(yōu)勢(shì),在實(shí)際機(jī)械制造過(guò)程中具有裝卸便利、配合度較為緊密、能夠自動(dòng)對(duì)準(zhǔn)中心及當(dāng)圓錐角較小時(shí)不影響傳遞的扭矩力度,因此在機(jī)械制造的機(jī)床工具中圓錐面具有較為廣泛的應(yīng)用范圍;此外,圓錐面磨削過(guò)程中對(duì)于錐度具有十分確的要求,接觸面的大小決定著磨削精度的水平,根據(jù)錐度大小將外圓錐面磨削分成轉(zhuǎn)動(dòng)頭架磨削、轉(zhuǎn)動(dòng)砂輪架磨削、轉(zhuǎn)動(dòng)工作臺(tái)磨削等類(lèi)型[1],內(nèi)圓錐面磨削可以分為轉(zhuǎn)動(dòng)工作臺(tái)磨削及轉(zhuǎn)動(dòng)頭架磨削等。當(dāng)圓錐面磨削時(shí)會(huì)由于砂輪鈍化、檢驗(yàn)過(guò)程中不準(zhǔn)確、機(jī)床出現(xiàn)局部熱變形等現(xiàn)象、砂輪旋轉(zhuǎn)軸線不等高、中心架與工件接觸不良、砂輪鈍化或塞實(shí)、頭架主軸軸承間隙較大等,提高機(jī)械制造的工作效率。
2.2外圓磨削在機(jī)械制造中的應(yīng)用
外圓磨削是磨工工藝中基本的工作內(nèi)容之一,在普通的外圓磨床上套筒、磨削軸或其它類(lèi)型的零件外圓柱面及階臺(tái)的斷面,外圓磨削的加工工藝不僅能針對(duì)淬火的黑色金屬進(jìn)行加工,還能針對(duì)不淬火的黑色、有色金屬零件進(jìn)行加工,外圓磨削中經(jīng)常出現(xiàn)廢品現(xiàn)象,主要是由于砂輪不平衡、工件振動(dòng)、砂輪鈍化或塞實(shí)等出現(xiàn)的工件表面存在直波形振痕現(xiàn)象,由于砂輪未能及時(shí)調(diào)整好、工作臺(tái)存在漂浮、砂輪架存在鈍化及塞實(shí)現(xiàn)象導(dǎo)致的工件表面存在螺旋形痕跡,由于砂輪過(guò)硬、切削液使用劑量不夠及砂輪出現(xiàn)鈍化及塞實(shí)現(xiàn)象導(dǎo)致工件表面燒傷現(xiàn)象的出現(xiàn);由于砂輪軸線及中心線未處于平行狀態(tài)導(dǎo)致端面垂直度未達(dá)到相關(guān)標(biāo)準(zhǔn)等現(xiàn)象出現(xiàn)[2]。
2.3內(nèi)圓磨削在機(jī)械制造中的應(yīng)用
內(nèi)圓磨削主要是用于精加工內(nèi)孔的,一般用于加工淬硬工件、零件上的端面、不通孔及通孔等,在機(jī)械加工過(guò)程中應(yīng)用范圍較為廣泛,內(nèi)圓磨削主要分為行星式內(nèi)圓磨削、中心內(nèi)圓磨削及無(wú)心內(nèi)圓磨削等類(lèi)型,具有磨削表面降低粗糙度的難度較高、砂輪直徑較小、磨削速度較慢、砂輪與工件之間的接觸面較大導(dǎo)致磨粒發(fā)鈍現(xiàn)象,在應(yīng)用過(guò)程中極易出現(xiàn)發(fā)熱燒傷現(xiàn)象。
2.4平面磨削在機(jī)械制造中的應(yīng)用
平面磨削主要是指應(yīng)用于各類(lèi)平面磨床上實(shí)施的磨削現(xiàn)象,平面磨床主要根據(jù)結(jié)構(gòu)的不同可以分為圓臺(tái)立軸平面磨床、矩臺(tái)臥軸平面磨床、矩臺(tái)立軸平面磨床、圓臺(tái)臥軸平面磨床等,根據(jù)砂輪工作表面不同將4種類(lèi)型的磨床在磨削使用過(guò)程中又分為端面磨削及圓周磨削2種。在機(jī)械制造過(guò)程中除了以上幾種磨削方式外,還包括低粗糙度磨削、強(qiáng)力磨削、高度磨削、控制力磨削、特質(zhì)材料磨削等類(lèi)型,各項(xiàng)工藝由于自身*的特點(diǎn)使得其在機(jī)械制造工程中的運(yùn)用范圍越來(lái)越廣[3]。
3結(jié)束語(yǔ)
綜上所述,在機(jī)械制造過(guò)程中磨工工藝的應(yīng)用十分常見(jiàn)及廣泛,在實(shí)際的機(jī)械制造過(guò)程中應(yīng)通過(guò)實(shí)際材料及交工需求選擇合適的磨削工藝,通過(guò)實(shí)施平面磨削、內(nèi)圓磨削、外圓磨削、圓錐面磨削等不同類(lèi)型的磨工工藝加工,可以提高機(jī)械制造的準(zhǔn)度、質(zhì)量及效率。
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼
以上信息由企業(yè)自行提供,信息內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),化工儀器網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。
溫馨提示:為規(guī)避購(gòu)買(mǎi)風(fēng)險(xiǎn),建議您在購(gòu)買(mǎi)產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

