 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號











摘要:
對4.5 mm厚6005A-T6鋁合金型材對搭接FSW接頭研究其組織與力學性能。研究表明,FSW接頭成形良好,焊核內部沒有缺陷;焊核區“S”線呈現不連續分布狀態,焊核區為再結晶后細小等軸晶粒,熱影響區的強化相在高溫影響下析出形成接頭“軟化區”;拉伸試驗表明,接頭斷裂于熱影響區,抗拉強度為256 MPa,達到母材的84%;彎曲試驗表明,接頭彎曲性能合格;硬度試驗表明,接頭硬度值為69HV,整個焊接接頭區域硬度值較為平均,無明顯波動起伏;脈動拉伸疲勞試驗測得接頭的中值疲勞強度為97 MPa;適當提高鋁合金FSW焊接速度,不僅可以優化接頭力學性能,而且可顯著提高焊接生產效率,對實際生產具有十分重要的意義。
引言
攪拌摩擦焊(FSW)作為一種新型固相連接技術,具有優質高效、節能環保等優點,主要應用于鋁、鎂等輕型合金的焊接。近幾年,該技術廣泛應用于輕軌、地鐵、城域列車及高速列車車體領域。單軸肩攪拌摩擦焊也廣泛應用于軌道車輛中。在FSW焊接時,軸向載荷較大,為實現施焊過程中的剛性固定問題,利用中空型材的搭接面代替背襯墊板;此外,焊接時可能產生飛邊使焊縫減薄,因此設置了凸臺部分來彌補材料損失。基于上述焊接需求,對地鐵側墻的裝配焊接,中空鋁合金型材對搭接接頭就成為優選接頭形式。目前,對于6xxx系鋁合金FSW報道的結果中,大多數采用<1000 mm/min的較低焊接速度。焊接速度已成為制約攪拌摩擦焊部件生產的最大瓶頸。本文采用優化后的攪拌頭在提高轉速與焊接速度條件下,對6005A-T6鋁合金對搭接接頭進行攪拌摩擦焊,并對接頭微觀組織和相關力學性能進行表征分析。
1 試驗方法與過程
試驗材料:厚4.5 mm的6005A-T6地鐵薄壁鋁合金型材,其化學成分(質量分數,%)為:Si 0.59,Mg 0.57,Fe 0.18,Mn 0.12,Cu 0.09,Zn 0.02,Cr 0.01,Ti 0.01,Al余量。力學性能實測值為:屈服強度224 MPa,抗拉強度302 MPa,斷后伸長率6%。
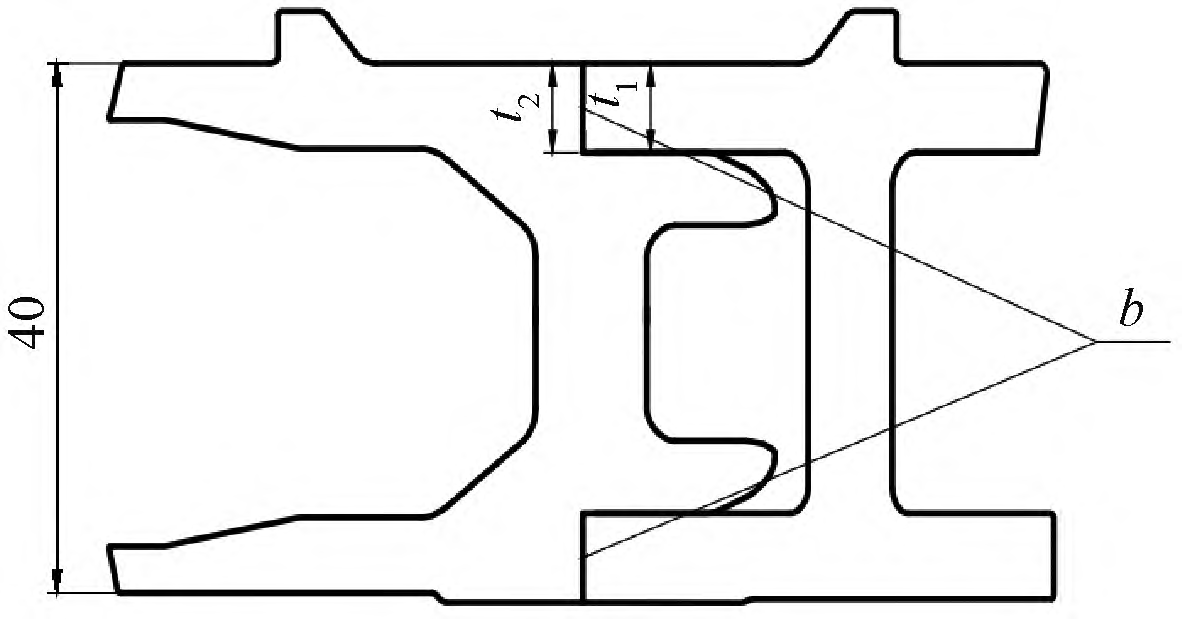
6005A-T6 鋁合金FSW 對搭接接頭尺寸試樣圖
焊接工藝: 選用優化后的攪拌頭,單軸肩攪拌摩擦焊設備,焊接速度1100 mm/min,攪拌頭旋轉速度1500 r/min,前傾角1.5°,裝配間隙0 mm,錯邊量≤0.3 mm。坡口形式為I形,t1=t2=4.5 mm。
檢測與試驗:
外觀檢查與滲透檢測,符合ISO 25239-5:2011標準。
金相觀察:DMi8-Leica數碼金相顯微鏡。
拉伸試驗:WDW-3300電子萬能試驗機,5 mm/min應變速率,室溫。
彎曲試驗:20 mm/min彎曲速率,2個面彎+2個背彎。
硬度試驗:FM-700維氏硬度儀,500 g載荷,保壓15 s,沿焊縫中心線每隔0.5 mm打點。
疲勞試驗:PLG-100高頻疲勞試驗機,循環應力比0.1,壽命1×10?次,按GB/T 13816-1992標準。
2 試驗結果與分析討論
2.1 金相組織分析
接頭宏觀形貌: 焊核區金屬塑性成形良好,無hook缺陷;“S”線斷續存在,痕跡較淺;搭接面間隙約0.33 mm。
母材組織:晶粒沿軋制方向拉長,強化相彌散分布,存在β″沉淀相。
熱影響區(HAZ):晶粒粗化,析出β′(Mg?Si)相,因過時效導致軟化。
熱機影響區(TMAZ):晶粒被拉長、變形,動態再結晶明顯。
焊核區(NZ):細小等軸晶,動態再結晶充分,無缺陷。
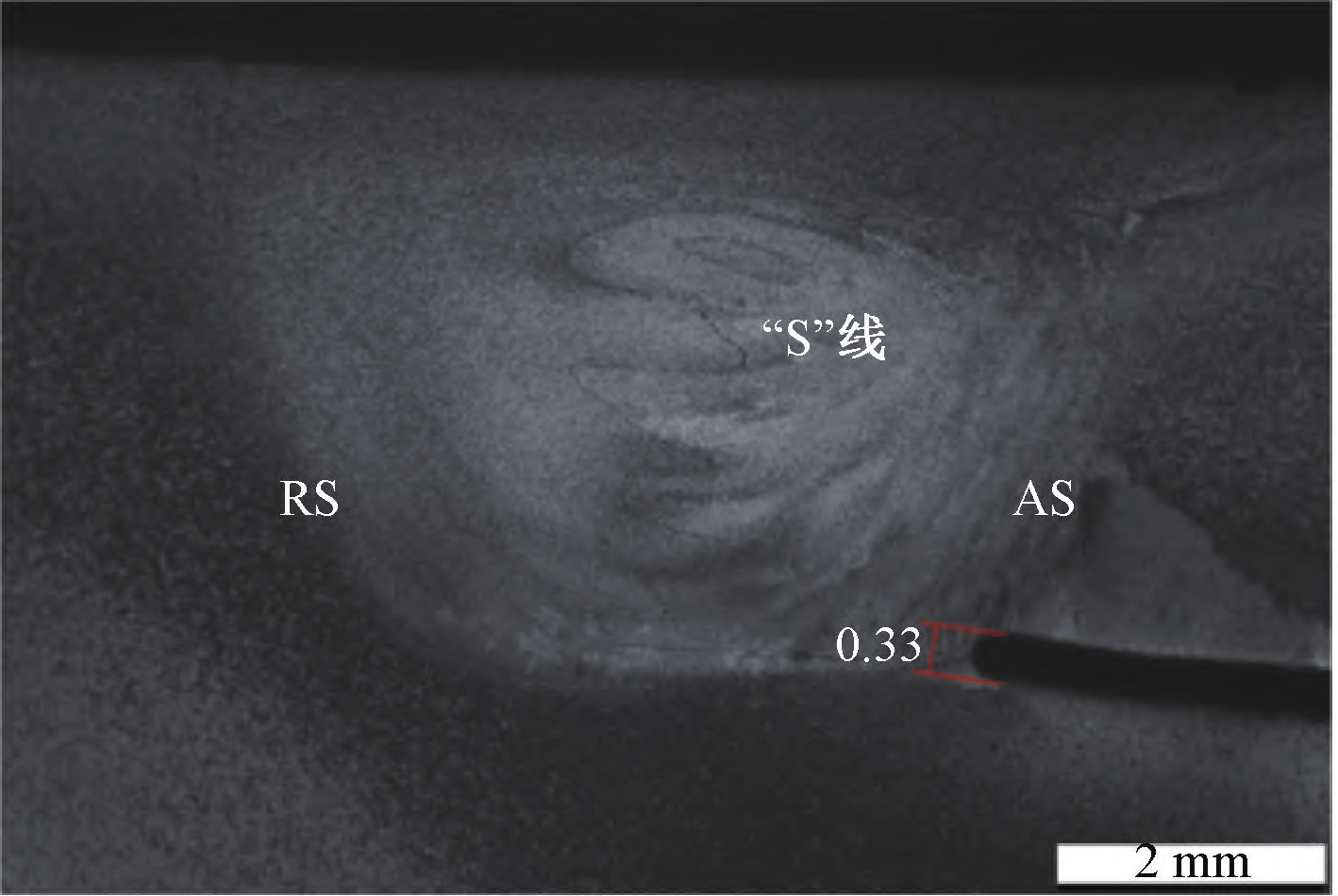
接頭宏觀照片
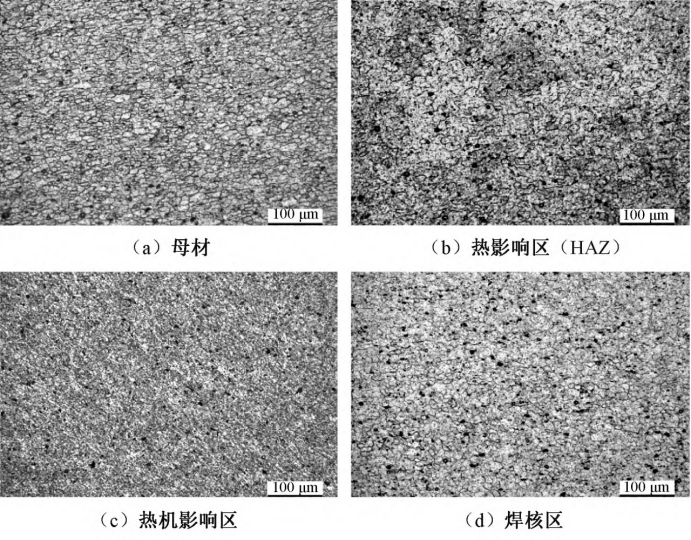
FSW 接頭顯微組織
2.2 拉伸試驗
結果:接頭平均抗拉強度256 MPa,為母材的84%;斷裂位置在HAZ,斷口為韌性斷裂(等軸韌窩)。
原因: HAZ晶粒粗大、析出相增多,屈服強度降低。
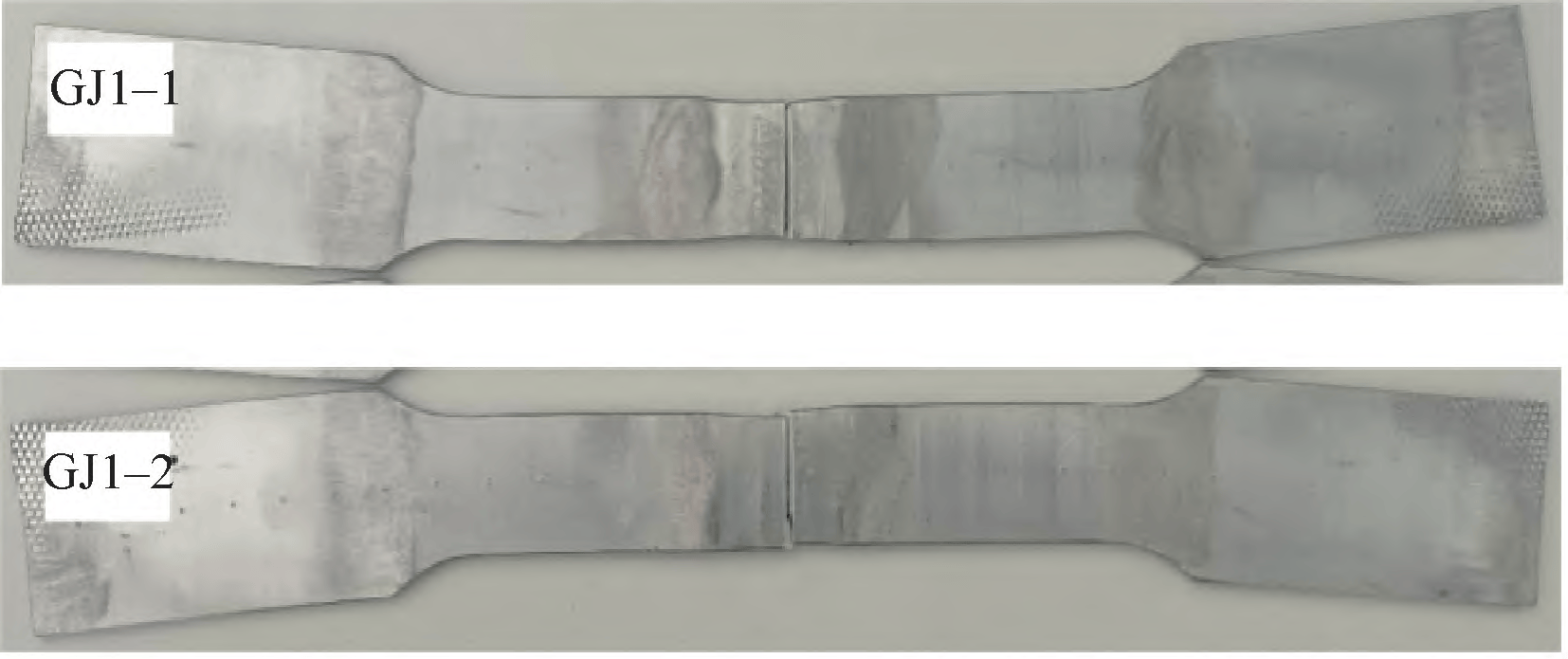
FSW 接頭室溫拉伸試件宏觀照片

FSW 接頭拉伸試件的斷口形貌
2.3 彎曲試驗
結果:面彎和背彎試件彎曲角達180°,無裂紋,彎曲性能合格。
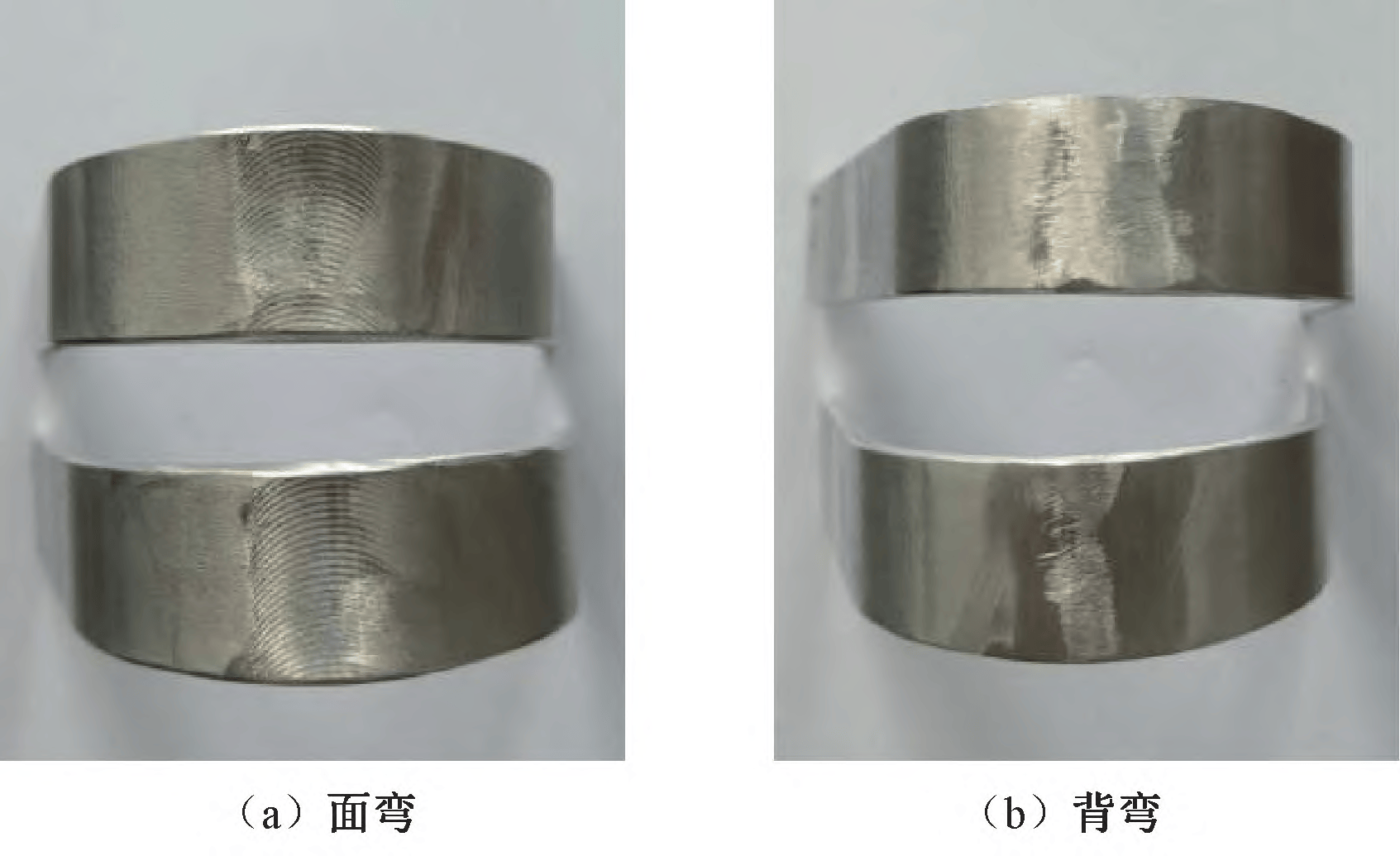
FSW 接頭彎曲宏觀照片
2.4 硬度試驗
硬度分布:呈“W”形,HAZ(69 HV),焊核區75-89 HV,整體波動小。前進側TMAZ硬度略高于后退側(機械攪拌更強烈)。

FSW 接頭顯微維氏硬度分布
2.5 疲勞試驗
中值疲勞強度:97 MPa(1×10?次循環)。
斷裂位置:高應力(150 MPa)時斷于焊核(搭接面間隙0.33 mm為薄弱區);低應力時斷于母材圓弧過渡處。
斷口形貌:
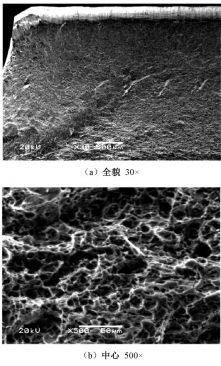
高應力焊核斷口:啟裂區為45°斜向撕裂棱,擴展區為河流狀準解理,終斷區為韌窩(韌性斷裂)。
低應力母材斷口:啟裂源于內部夾雜,擴展區為致密疲勞條紋,終斷區為深韌窩(典型疲勞斷裂)。
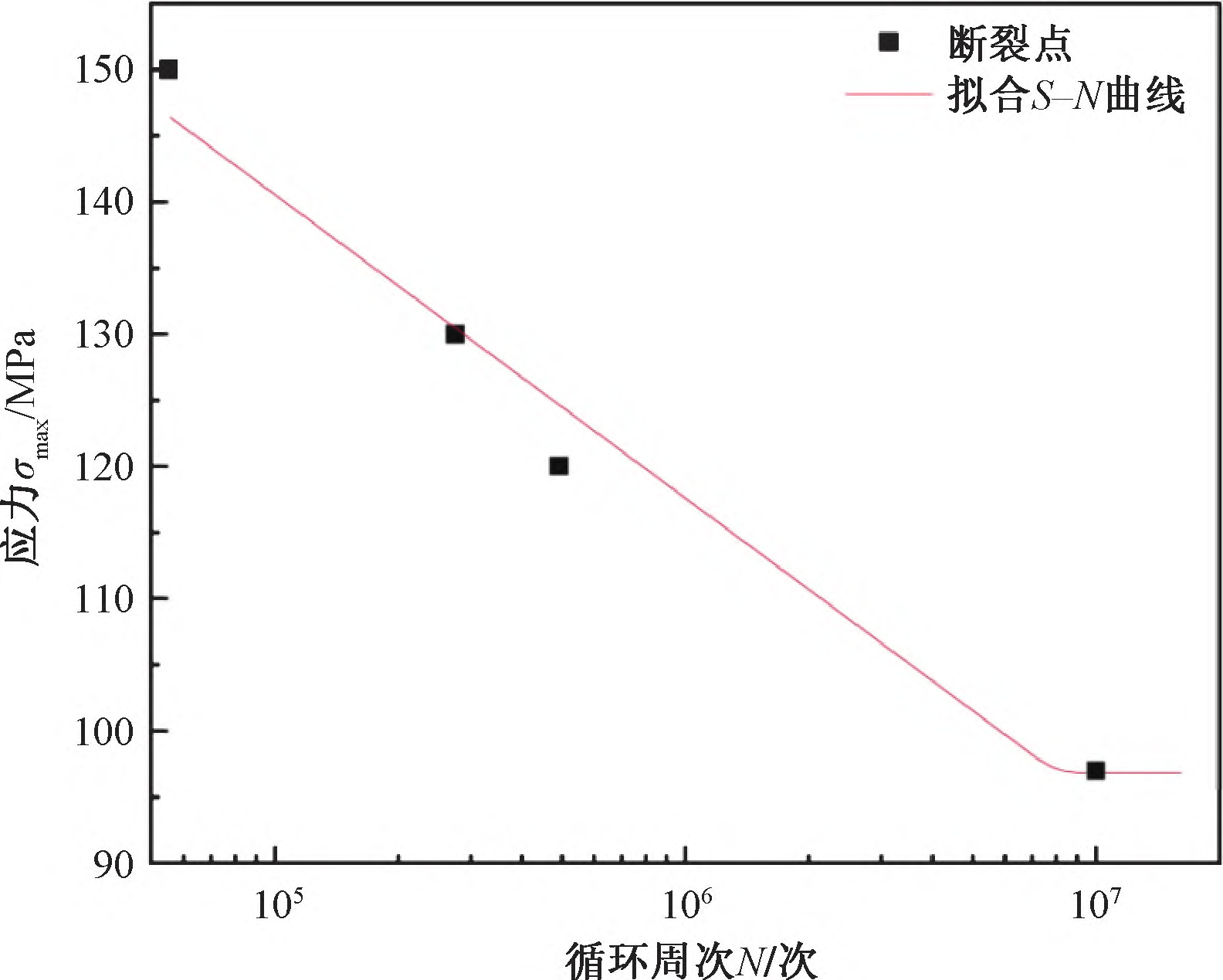
FSW 接頭疲勞試驗S-N 曲線

部分接頭脈動拉伸疲勞試件宏觀照片
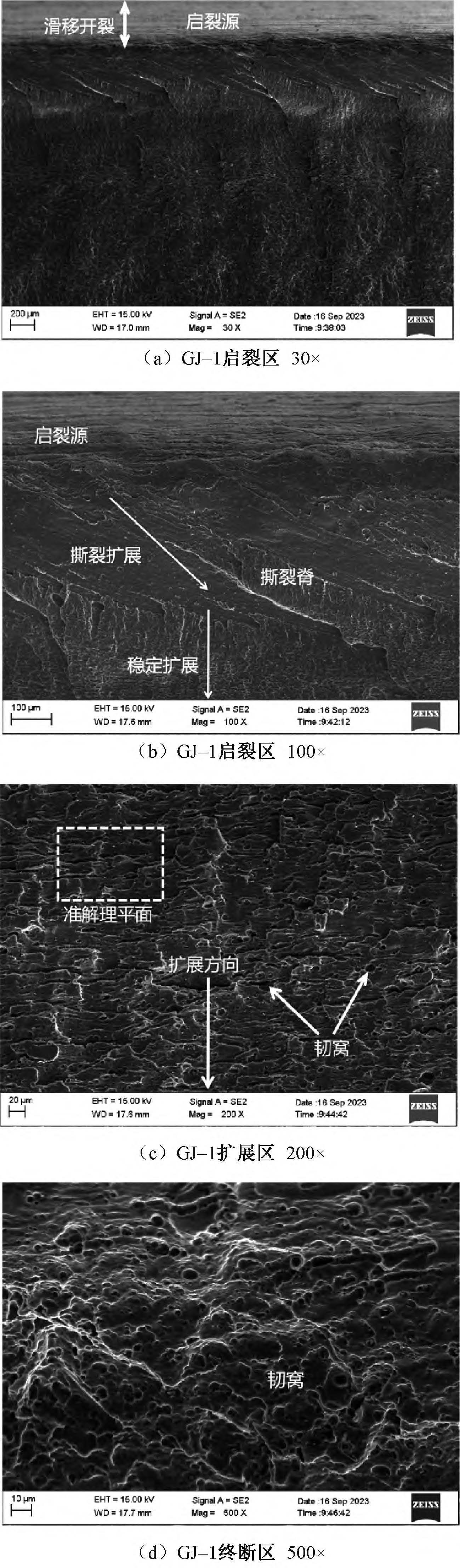
FSW 接頭疲勞試件GJ-1 斷口形貌
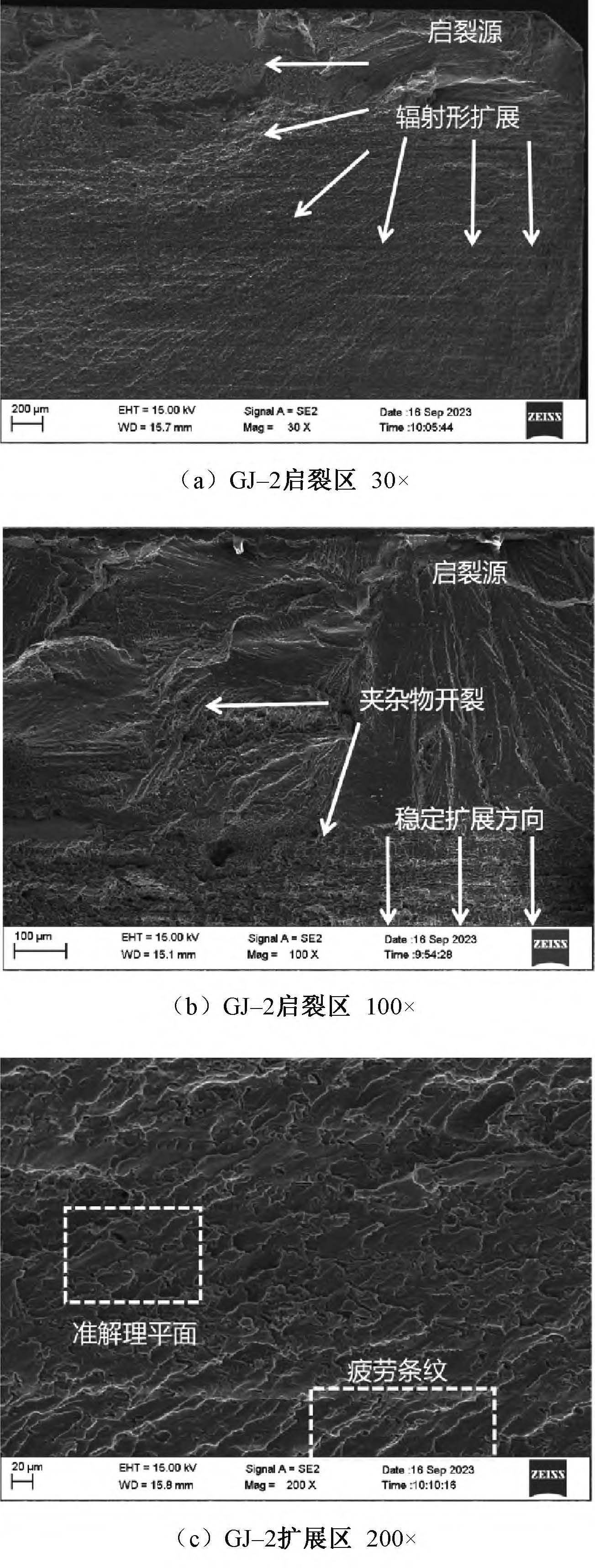
FSW 接頭疲勞試件GJ-2 斷口形貌
3 結論
1. 組織特征:接頭無缺陷,母材纖維狀晶粒,HAZ晶粒粗化,TMAZ晶粒變形,NZ為細小等軸晶。
2. 力學性能:焊接速度1100 mm/min下,接頭抗拉強度256 MPa(母材84%),彎曲180°無裂紋,硬度69 HV,疲勞強度97 MPa。
3. 優化意義:提高焊接速度可兼顧性能與效率,對實際生產有重要價值。




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。


 采購中心
采購中心