 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號









不同溫度下的ASCO電磁閥密封面有哪些
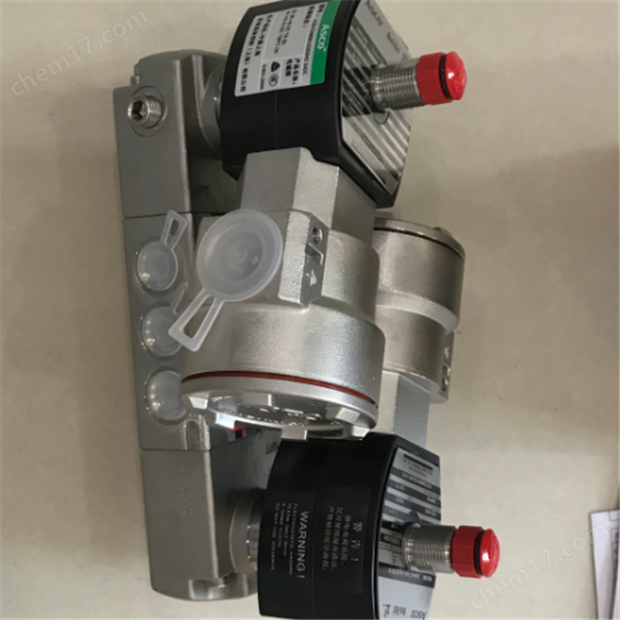
1. 氣動ASCO電磁閥是用電磁鐵推動閥門的開啟與關閉,通常用于口徑在40mm以下的兩位式控制中,尤其多用于接通、切斷或轉換氣路、液路等。
2. ASCO電磁閥閥門的密封是考核閥門優劣的主要指標之。閥門的密封主要包括兩個方面,即內漏和外漏。內漏是指閥座與關閉件之間對介質達到的密封程度。外漏是指閥桿填料部位的泄露,中口墊片部位的泄露以及閥體因鑄造缺陷造成的泄露。外漏是不允許發生的。
3. 氣動ASCO電磁閥主要是體積小,動作,維修方便,價格。選擇時需要注意根據工藝要求選擇常開或常閉型。
1、介質溫度450℃以下的ASCO電磁閥堆焊。
采用EDCr-B-15焊條,堆焊金屬為2Cr13。為了獲得良好的堆焊金屬層,少堆焊兩層。
堆焊前,焊條要烘干,烘焙溫度250℃,烘焙1h,焊件需預熱300℃以上。焊接時,電流要盡zui小.以減少母材金屬的熔化。焊接過程中應避免在475℃左右溫度下停留時間過長,以減少475℃脆性。焊后空冷,硬度大于HRC45。
2、介質溫度600℃以下的ASCO電磁閥堆焊。
采用EDCrNi-B-15、EDCrNi-C-15焊條,堆焊金屬為鉻鎳硅合金。堆焊金屬依靠硅進行強化,得到奧氏體加鐵素體組織,具有優良的抗磨,抗蝕和抗氧化。堆焊層不少于三層,加工后不少于5mm。
堆焊前,焊條需在250℃下烘焙lh,焊件預熱450℃。采用短弧小電流進行焊接,次焊完,不允許冷后再焊,以防開裂。焊后,要求緩慢冷卻,硬度大千HRC40。
3、介質溫度650℃以下的ASC0電磁閥堆焊。
采用堆817焊條,堆焊金屬為鈷鉻鎢(司特立)合金。堆焊時,焊條需在250℃下供焙lh。焊前焊件需預熱500-600℃,并要求整個焊接過程中保持這溫度。采用小電流、短弧直線運條。每次堆焊的焊縫長度不超過50-70mm為宜。焊后需回火,溫度600-700℃,保溫lh,緩冷。
相關產品




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。


 采購中心
采購中心